
Wie in vielen anderen Produktwerbungen zeigen auch Hersteller von SMT-Maschinen oft, was eine Maschine leisten kann und welches Potenzial sie bietet. Diese Spezifikationen beziehen sich jedoch in der Regel auf die maximale Leistung unter idealen Bedingungen. Die maximale Geschwindigkeit stellt unter idealen Bedingungen eine wichtige Vergleichsgröße dar und verdeutlicht das technische Potenzial der Maschine. Dabei ist zu beachten, dass dieses Potenzial auf einer spezifischen Leiterplatte, mit bestimmten Bauteilformaten und unter optimierten Voraussetzungen getestet wurde, um die höchstmögliche Leistung zu erzielen.
In der Praxis bedeutet das jedoch nicht automatisch, dass ein Unternehmen mit einer schnelleren SMT-Maschine auch effizienter arbeitet.
Welche Faktoren die tatsächliche Bestückungsgeschwindigkeit beeinflussen
Die tatsächliche Geschwindigkeit hängt insbesondere von der jeweiligen Baugruppe sowie davon ab, ob die Bestückung als Einzelplatine oder im Panel erfolgt. Wenn der Bestückungsprozess von Anfang an nicht richtig optimiert ist und nur zwei Bauteile auf einer einzelnen Leiterplatte bestückt werden, kann die Geschwindigkeit unabhängig davon, welche SMT-Maschine eingesetzt wird, nahezu gleich sein. Daher spielt die Panelisierung eine wichtige Rolle.
Die Anzahl der Bauteile allein sagt wenig über die Bestückungszeit aus
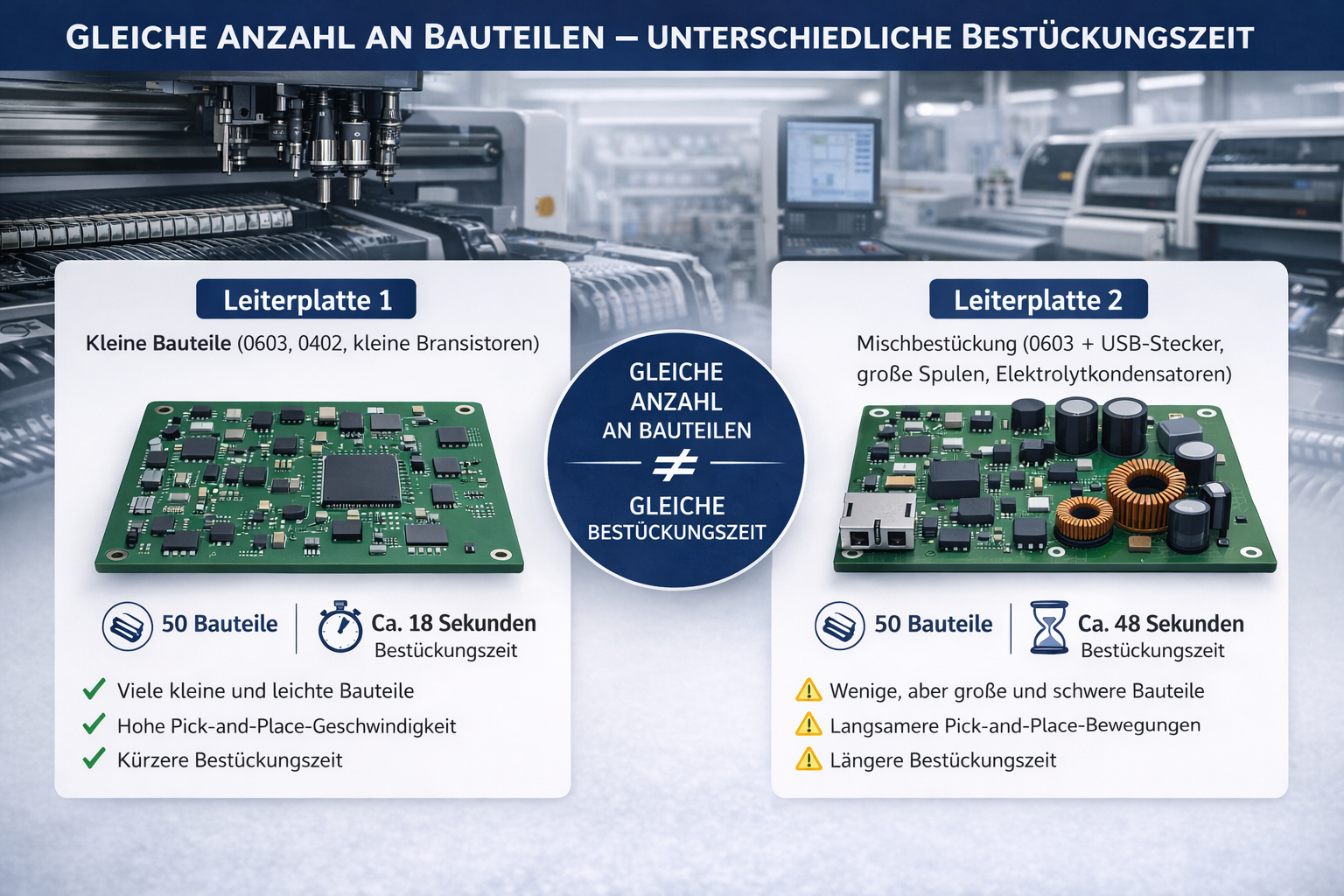 Betrachten wir ein weiteres Beispiel. Wir haben zwei unterschiedliche Leiterplatten, die jeweils mit 50 Bauteilen bestückt werden. Die erste Leiterplatte enthält ausschließlich 0603- und 0402-Komponenten sowie kleine BGAs und Transistoren, während die zweite Leiterplatte neben 0603-Bauteilen auch einen USB-Stecker, zwei große Spulen und Elektrolytkondensatoren umfasst. Kann man in diesem Fall davon ausgehen, dass beide Leiterplatten eine annähernd gleiche Bestückungszeit haben? Nicht unbedingt. Obwohl beide Leiterplatten die gleiche Anzahl an Bauteilen haben, kann die Bestückungszeit deutlich unterschiedlich sein. Sie hängt nicht nur von der Anzahl der Bauteile ab, sondern auch von deren Bauform, Größe, Gewicht und den jeweiligen Anforderungen an die Platzierung.
Betrachten wir ein weiteres Beispiel. Wir haben zwei unterschiedliche Leiterplatten, die jeweils mit 50 Bauteilen bestückt werden. Die erste Leiterplatte enthält ausschließlich 0603- und 0402-Komponenten sowie kleine BGAs und Transistoren, während die zweite Leiterplatte neben 0603-Bauteilen auch einen USB-Stecker, zwei große Spulen und Elektrolytkondensatoren umfasst. Kann man in diesem Fall davon ausgehen, dass beide Leiterplatten eine annähernd gleiche Bestückungszeit haben? Nicht unbedingt. Obwohl beide Leiterplatten die gleiche Anzahl an Bauteilen haben, kann die Bestückungszeit deutlich unterschiedlich sein. Sie hängt nicht nur von der Anzahl der Bauteile ab, sondern auch von deren Bauform, Größe, Gewicht und den jeweiligen Anforderungen an die Platzierung.
Weitere Einflussfaktoren im realen Produktionsprozess
Die Bestückungszeit wird nicht nur von diesen Parametern beeinflusst, sondern auch von zahlreichen weiteren Faktoren, die den gesamten Prozess verlangsamen können. Wie auch beim Einstieg in eine SMT-Produktion deutlich wird, hängt die Leistungsfähigkeit einer SMT-Linie von einem abgestimmten Zusammenspiel aller Prozessschritte ab und nicht nur von einzelnen Maschinenparametern.
Dazu gehören unter anderem:
- Rüstzeiten
- häufige Bauteilwechsel
- Feeder-Probleme
- Materialengpässe
- ungeplante Stillstandszeiten
- Wartungsarbeiten
- Optimierungen des Bestückungsprogramms
- die Komplexität der Baugruppe
- eine hohe Anzahl unterschiedlicher Bauteile
- zusätzliche Qualitätskontrollen
- notwendige Nacharbeiten
All diese Faktoren können die tatsächliche Bestückungszeit deutlich verlängern und damit die Effizienz des gesamten Fertigungsprozesses spürbar beeinflussen.
Kompakte und verteilte Bauteilanordnung im Vergleich
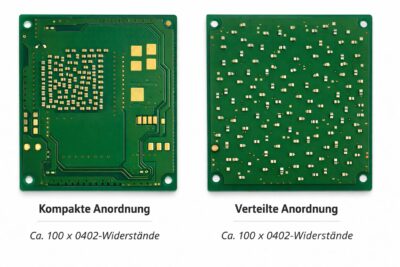
Kompakte vs. verteilte Bauteilanordnung – gleicher Umfang, aber unterschiedliche Bestückungszeiten.
Wie unterschiedlich die Fertigungszeit in der Praxis ausfallen kann, zeigt bereits ein einfaches Beispiel: Zwei Leiterplatten können jeweils mit rund 100 Positionen und ausschließlich mit 0402-Widerständen bestückt werden, ohne dass die dafür benötigte Zeit identisch ist. Der Grund dafür liegt unter anderem in der Anordnung der Bauteile. Sind die Komponenten auf einer Leiterplatte überwiegend kompakt in einem Bereich angeordnet, kann der Bestückungsvorgang schneller ablaufen. Verteilen sie sich dagegen über die gesamte Leiterplatte, verlängern sich die Fahrwege des Bestückungskopfes, was sich direkt auf die Gesamtzeit auswirkt.
Wann eine SMT-Maschine ihre maximale Leistung erreichen kann
Wenn alle Voraussetzungen erfüllt sind – also eine optimal vorbereitete Leiterplatte, eine durchdachte Bauteilanordnung und gegebenenfalls eine passende Panelisierung –, lässt sich die SMT-Maschine so abstimmen, dass sie bei einer bestimmten Baugruppe ihre maximale Leistung erzielen kann. Dazu zählen unter anderem die optimale Positionierung der Feeder, ob manuell oder automatisch, die präzise Einstellung der Parameter für eine möglichst effiziente Bewegung des Bestückungskopfes sowie die Sicherstellung einer gleichmäßigen Auslastung aller Bestückungsköpfe im Pick-and-Place-Prozess.
Mehr Leistung durch mehrere Bestückungsautomaten?
Um die Bestückung einer Leiterplatte deutlich zu beschleunigen, können auch zwei oder mehr Bestückungsautomaten in einer Linie eingesetzt werden. Voraussetzung dafür ist jedoch eine genaue Abstimmung der Prozesse, damit die Maschinen effizient zusammenarbeiten können.
Fazit: Maximale Geschwindigkeit ist nicht gleich reale Effizienz
Für viele Fachleute aus anderen automatisierten Branchen ist es daher schwierig, die realistische Bestückungszeit einer bestimmten Leiterplatte zuverlässig einzuschätzen, da sie nicht allein von der eingesetzten Maschine, sondern von zahlreichen weiteren Einflussfaktoren abhängt. Die maximale Geschwindigkeit einer SMT-Maschine ist deshalb für sich genommen kein verlässlicher Indikator für die tatsächliche Effizienz im Produktionsalltag.
Eine belastbare Aussage zur tatsächlichen Geschwindigkeit und zur benötigten Zeit pro Leiterplatte ist oft erst dann möglich, wenn die erste Serie real produziert wird. Zwar kann nach der Optimierung der Maschine ermittelt werden, wie viel Zeit eine einzelne Leiterplatte unter idealen Bedingungen benötigt, doch dieser Wert bildet lediglich eine theoretische Bestzeit ab. Erst durch die Berücksichtigung von Stillständen, Feederwechseln und weiteren prozessbedingten Unterbrechungen entsteht ein realitätsnahes Bild der tatsächlichen Produktionsgeschwindigkeit.
Genau deshalb ist die maximale Geschwindigkeit einer SMT-Maschine allein kein verlässlicher Maßstab für die Effizienz im realen Produktionsalltag.